
WELDIND METHOD

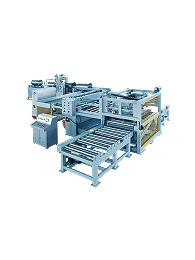
人工把剪切完成的板材放置到滚动输送架上,(也可与开卷校平下料机连线),自动输送到自动纵剪机器上,板材经修剪后,进入自动卷圆,无需点焊,即对焊缝缝焊,趁钢板红熔状态,自动滚压焊缝、自动剪结舌、自动出料。
自动上料、自动卷圆、等待工位、缝焊、滚压焊缝、剪结舌、自动卸料。
生产效率:10只/分钟。适合钢桶直径规格:516、560、571.5。
钢板自动进料机构经开卷校平后,剪成标准规格桶身板材,码垛整齐到待上料架上(上料架可根据钢板数量,设定升降高度),再经真空吸盘,将板材逐一输送到纵剪修边以及卷圆机构。输送线即有钢板分张器,确保板材前端分离,又带有超声波单张检测装置,出现2张以上钢板,则自动报警停机。
纵剪与修边纵剪机采用圆刀剪切机构,在线修边剪切,与输送线同步进行,修边精度可达0.02MM,剪切速度32MM/MIN,宽度常规为1.0M,可定制。剪切板材厚度1.5MM以下。
卷圆直径自动调节卷圆部分由三根压辊和一根导向辊固定装置、调整机构组成。板材进料经过三辊成圆形桶身形状,导向辊起到减少前端直边产生,使桶身更圆更美观。
剪结舌与卸料经缝焊焊接完成的桶身工件通过V形输送轨道进入自动剪结舌工位,双侧剪刀自动剪切,(双侧剪刀距离可以根据桶身的高度进行调节,同时剪刀的间隙和高度也可调)。经过剪结舌的桶身被卸料气缸自动退出(或再继续直行,由客户确定),桶身经输送线滚动或滑动到中段工序。






 焊接强度牢
焊接强度牢
 品牌元器件
品牌元器件
 智能化操作
智能化操作
 毫秒级电流控制
毫秒级电流控制




 电话咨询
电话咨询 产品中心
产品中心 客户案例
客户案例 网站首页
网站首页